

При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Содержание
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
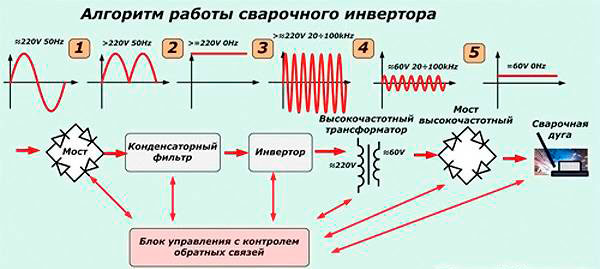
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
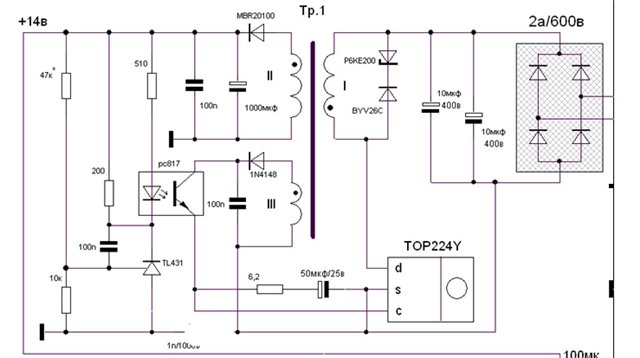
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;

Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
- слабое соединение электродержателя с электродом или кабеля в гнезде аппарата не даёт поджига дуги. Плохой контакт вызывает перегрев в местах соединения проводов, опасный для устройства;
- неправильно подобранные по типу и диаметру электроды не дадут устойчивой сварочной дуги или вызовут большое количество брызг расплавленного металла;
- неисправность регулятора сварочного тока не обеспечивает его стабильного поступления и не даёт возможности им управлять;
- неверно выбранный автоматический выключатель вызывает отключения аппарата;
- выход из строя светового индикатора не остановит работу аппарата, но индикатор требуется заменить;
- перегрев устройства из-за несоблюдения режима сварки зажигает индикатор неисправностей и останавливает работу.

Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
- прерывание, пульсацию дуги вызывает нестабильность или низкое значение сварочного тока. Проверяют надёжность подключений или повышают ток. Если в сети присутствуют значительные скачки напряжения, используют стабилизатор;
- сильное разбрызгивание металла провоцирует высокий сварочный ток или неправильно установленная полярность. Решают вопрос понижение силы тока и соблюдение полярности;
- горбатый, с подрезами, шов исправляют повышением тока и правильной установкой полярности;
- пористый шов с большим количеством дефектов получается из-за неподготовленного металла или сварки длинной дугой. Количество дефектов шва можно уменьшить при помощи очистки ржавой и грязной поверхности и приближения электрода к металлу.
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки


Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | <3,5 | 3,0 | 4,0 | 5,0 | 6,0 |
| Толщина металла, мм | <4 | 4–8 | 4–12 | 12 и > | >12 |
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.

На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
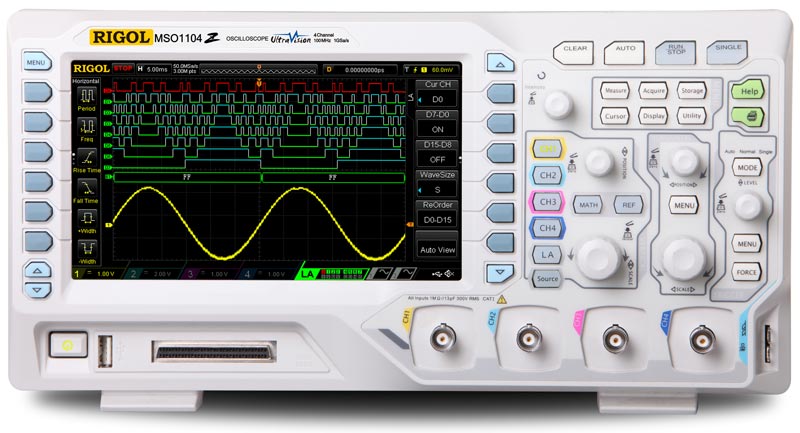
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
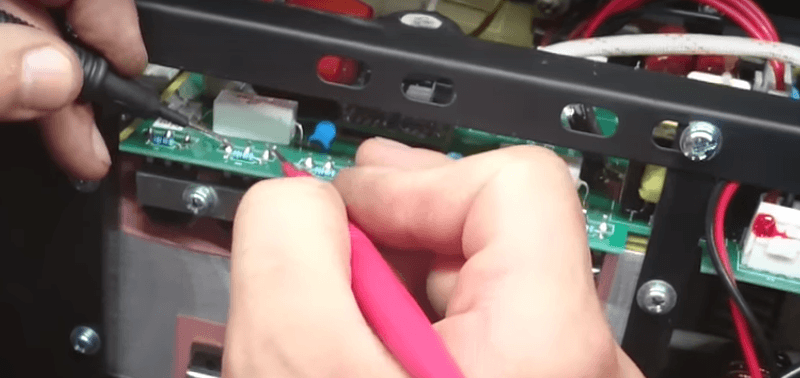
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности:
- сначала прикасаются щупами к крайним ножкам: чёрным — к левой, красным — к правой. В этом положении тестер должен давать показания. При перемене щупов местами показаний быть не должно. Так проверяют все транзисторы, при этом цифровые показатели должны быть примерно равными;
- затем проверяют внутренний диод каждого транзистора, для чего чёрный щуп прикладывают к средней ножке, красный — к левой;
- наконец, транзистор проверяют на затвор. Для этого красный щуп ставят на правую ножку, чёрный оставляют на месте.
Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
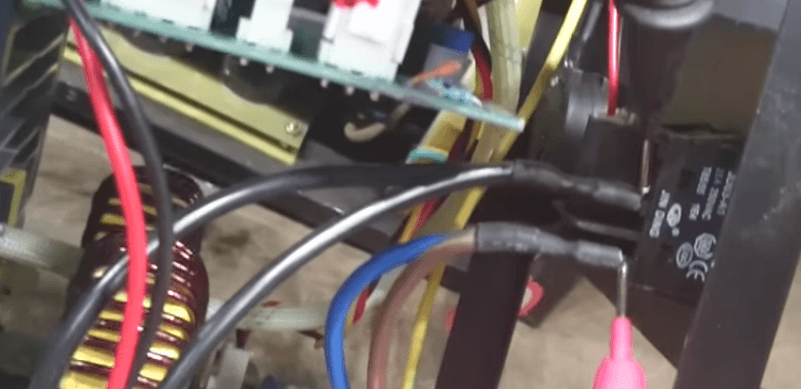
- Контакт в кнопке. Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.
Кнопку проверяют в режиме «включено», прозванивая её контакты
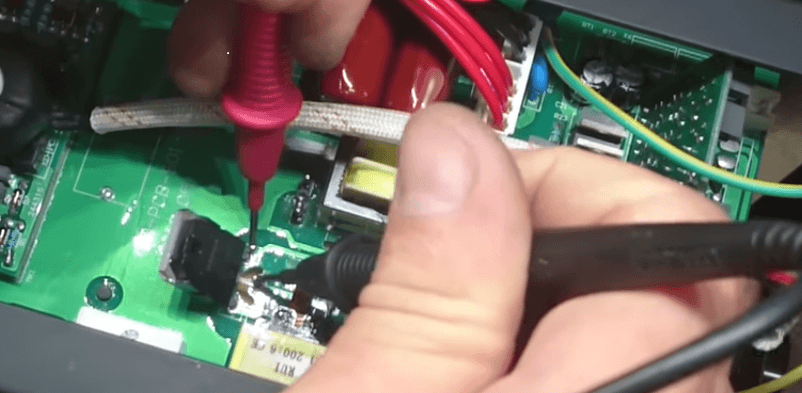
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя. Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.
Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
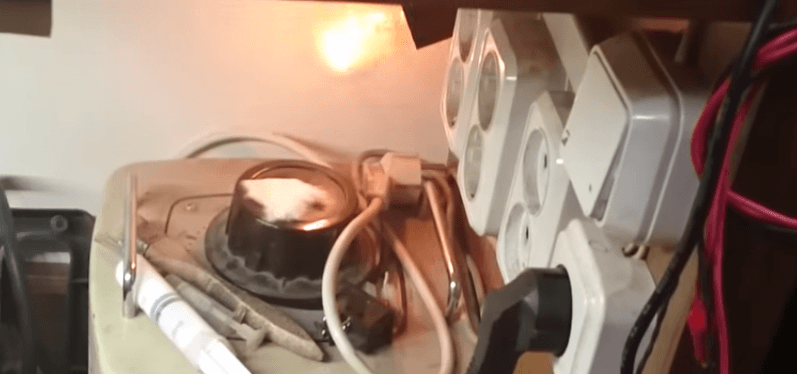
- Силовые узлы. Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
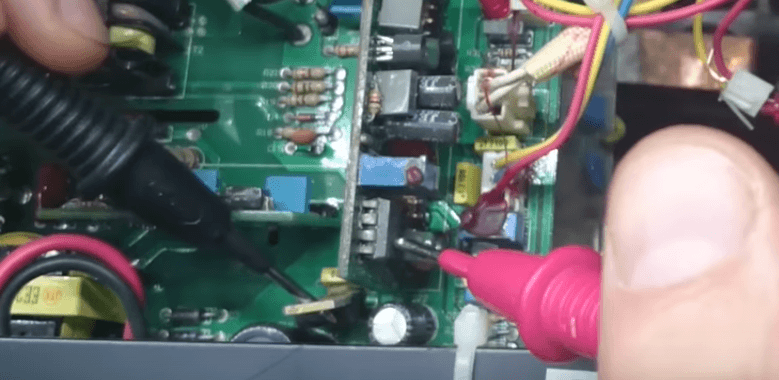
- Плата управления ключами. Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.
Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
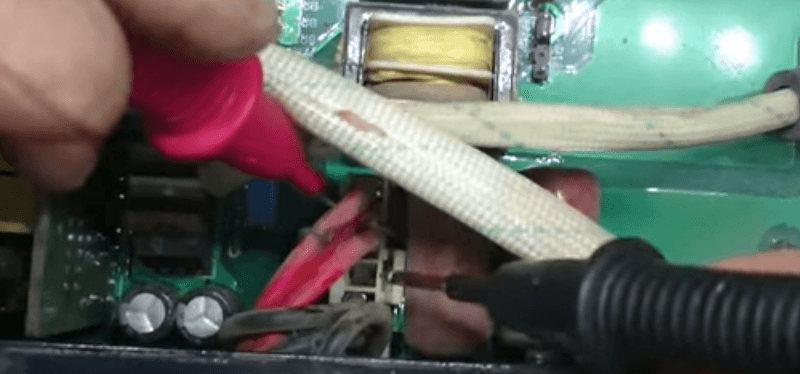
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
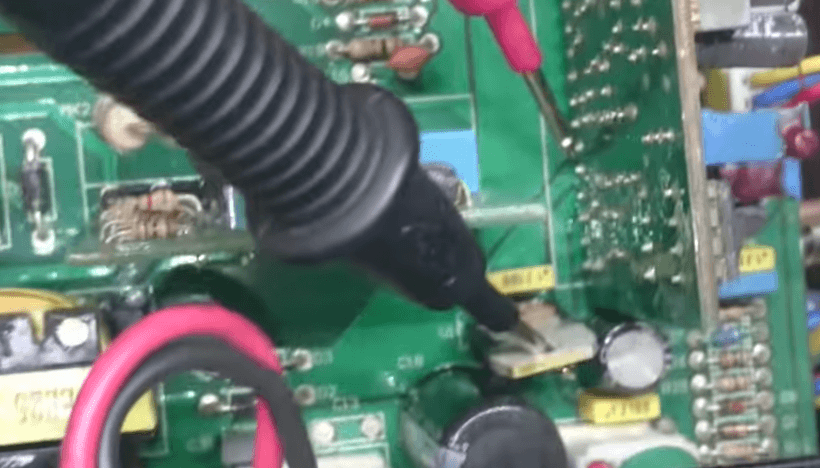
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора. Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора

При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.












1 комментарий